流量計を配管システムに取り付ける際、ユーザーは挿入方法、内径と外径の関係、適切なフィッティングサイズの選び方など、多くの疑問に直面します。
LORRICは豊富な現場経験と業界知識を活かし、フィッティングサイズと配管の内径および外径の対応関係を詳しく解説しています。本記事では、製造基準、一般的な材質、および設置方法を紹介し、ユーザーが適切なフィッティングサイズを選択できるようサポートします。
1. PPH、PVDFフィッティングはISO規格に準拠
LORRICは、ISO規格に基づいてPPHおよびPVDFの熱溶接フィッティングを製造しています。
(1) PPH素材(ISO 15494)SDR11 ブット溶接フィッティング、ソケット溶接フィッティング
ト溶接フィッティング
ISO 15494は、主に産業用途の地上および地下の熱可塑性配管システムで使用される特定の材料(パイプ、フィッティング、バルブなど)で作られた部品の特性と条件を規定しています。これには以下が含まれます:
ポリブテン(PB)、ポリエチレン(PE)、耐熱性ポリエチレン(PE-RT)、架橋ポリエチレン(PE-X)、ポリプロピレン(PP)。
※本規格は多くの材料を定義していますが、本記事で提供されるISO 15494に関する内容はポリプロピレン(PP)のみを対象としています。
(2) PVDF素材(ISO 10931)SDR21 S10:ブット溶接フィッティング、ソケット溶接フィッティング
ISO 10931は、工業用途におけるプラスチック配管システム(ポリフッ化ビニリデン(PVDF)製の部品およびシステム)を規定しています。
2. 圧力および強度の指標 - SDR(標準寸法比)およびS(パイプシリーズ)
SDR(標準寸法比)およびS(パイプシリーズ)は、主に配管サイズと壁厚の関係を説明します。SDR値が高いほど、配管の壁は薄くなり、値が低いほど壁は厚くなります。これらは、圧力耐性と構造強度の指標として機能します。
※注意:材料ごとの機械的強度が異なるため、SDRは同一の材料内でのみ比較可能であり、異なる材料間での比較はできません。
3. PPH、PVDF配管仕様
(1) PPH配管サイズ仕様(mm)
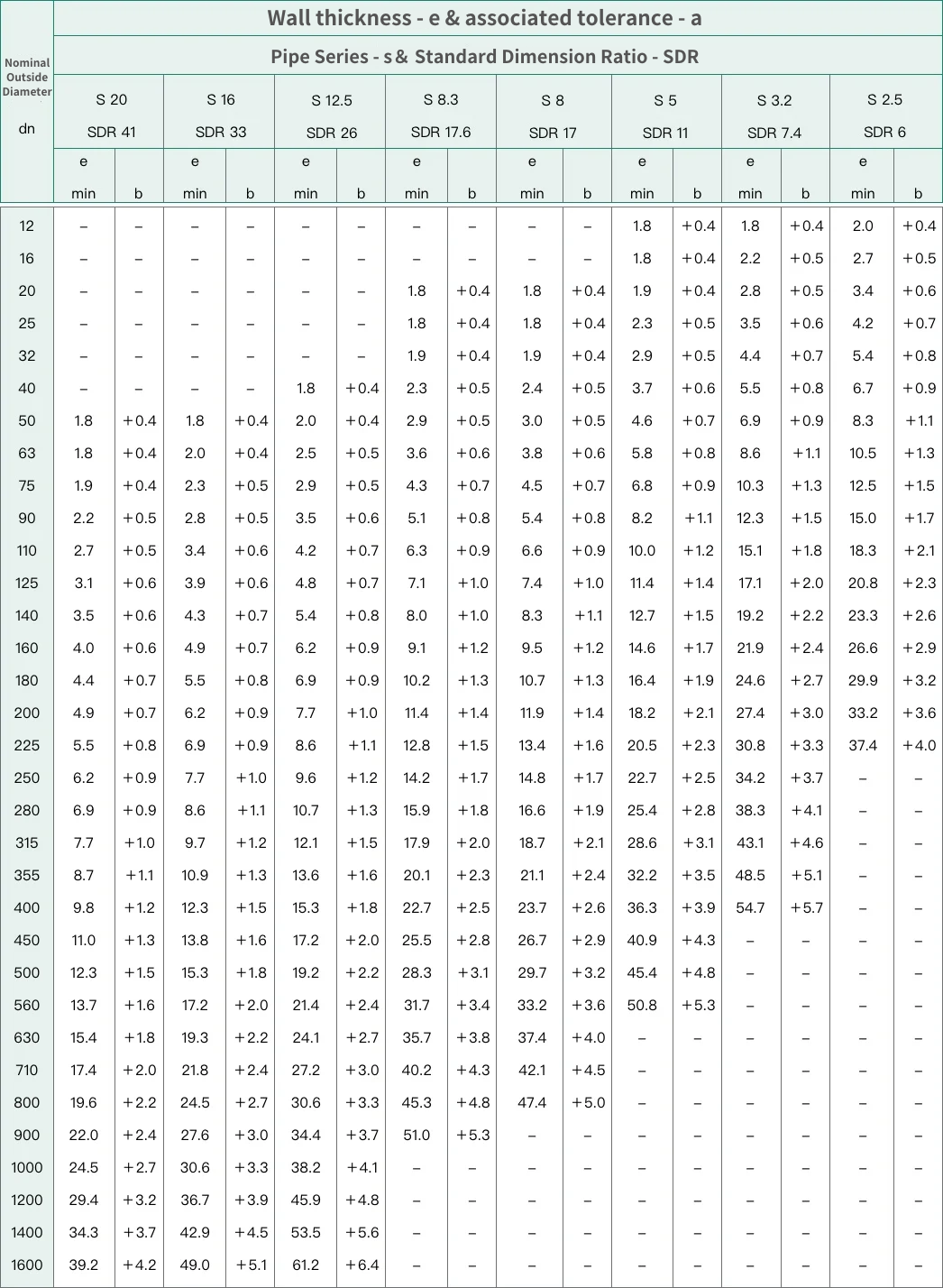
a: すべてのサイズはISO 4065に準拠しています。
b: 許容差の計算式は(0.1e + 0.2) mmで、最も近い0.1 mmに四捨五入します。
(2) PVDF配管サイズ仕様(mm)
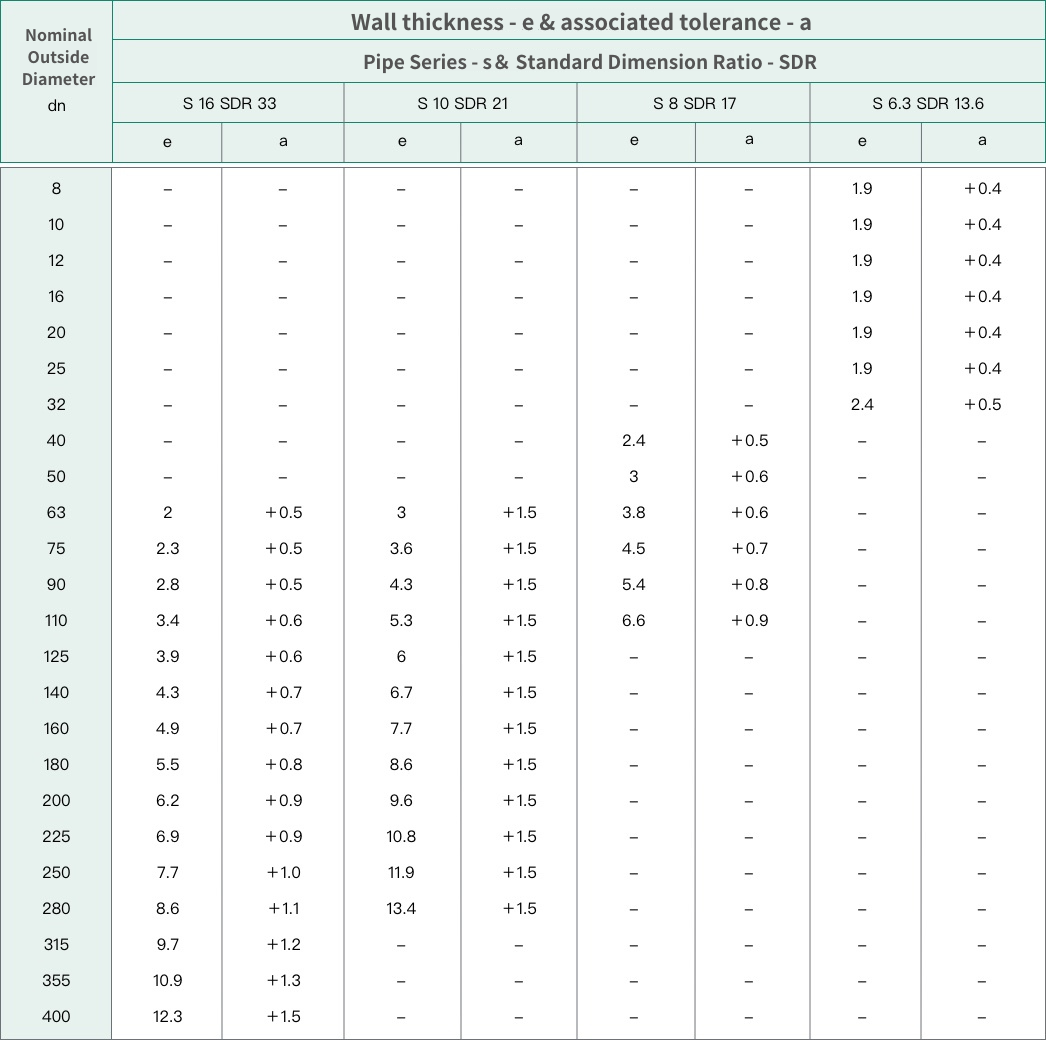
※安全上の理由から、最小壁厚は1.9 mm以上である必要があります。
壁厚許容差: (0.1e + 0.2) mm、最も近い0.1 mmに四捨五入します。
すべてのサイズはISO 4065に基づいています。
4. PPH、PVDFフィッティングの一般的な配管方法
( 1 ) ブット溶接
配管工程:接続する2本の配管の接合面を加熱して一定程度まで溶融させます。加熱した接合面同士を接合し、冷却・固定することで配管工程が完了します。この方法では、加熱や挿入のために配管の長さを消費する必要がなく、材料の節約が可能です。また、接合部からの漏れが少なく、圧力に対する耐性も向上します。
a) PVDFブット溶接フィッティング スピゴットエンド寸法
e: フィッティングのスピゴットエンドの壁厚。Lb1より上部の部分で、セクション3(3.1)に記載されているPVDF配管仕様に準拠する必要があります。
Lb1: 加熱溶接端の最小内側円筒長さ、すなわちブット溶接溶融に必要なスピゴットエンドの初期深さ。
Lb2: 加熱溶接端の最小外側円筒長さ、すなわち加熱溶接端の初期長さ。
| dn |
Lb1 |
Lb2 |
| 8 |
4
|
10 |
| 10 |
4 |
10 |
| 16 |
4 |
10 |
| 20 |
4 |
10 |
| 25 |
4
|
10 |
| 32 |
5 |
10 |
| 40 |
5 |
10 |
| 50 |
5 |
12 |
| 63 |
6 |
12 |
| 75 |
6 |
12 |
| 90 |
7 |
12 |
| 110 |
8 |
12 |
| 125 |
8 |
15 |
| 140 |
9 |
15 |
| 160 |
9 |
20 |
| 180 |
10 |
20 |
| 200 |
11 |
20 |
| 225 |
12 |
25 |
| 250 |
13 |
25 |
| 280 |
14 |
30 |
| 315 |
15 |
30 |
※曲げが許可されているフィッティングの場合、円筒長さを短縮することができます。
a) PPHブット溶接フィッティング スピゴットエンド寸法
e: 挿入用スピゴットエンドの壁厚。Lb1より上部の部分で、PPH配管仕様サイズ表(セクション3、項目1を参照)に準拠する必要があります。
Lb1: 挿入用スピゴットエンドの内側長さ。
Lb2: 挿入用スピゴットエンドの外側長さ。
| dn |
Lb1 |
Lb2 |
| 12 |
4
|
10 |
| 16 |
4 |
10 |
| 20 |
4 |
10 |
| 25 |
4 |
10 |
| 32 |
5
|
10 |
| 40 |
5 |
10 |
| 50 |
5 |
12 |
| 63 |
6 |
12 |
| 75 |
6 |
12 |
| 90 |
7 |
12 |
| 110 |
8 |
12 |
| 125 |
8 |
15 |
| 140 |
9 |
15 |
| 160 |
9 |
20 |
| 180 |
10 |
20 |
| 200 |
11 |
20 |
| 225 |
12 |
25 |
| 250 |
13 |
25 |
| 280 |
14 |
30 |
| 315 |
15 |
30 |
| 355 |
16 |
30 |
| 400 |
18 |
30 |
| 450 |
20 |
35 |
| 500 |
20 |
35 |
| 560 |
20 |
40 |
| 630 |
20 |
40 |
| 710 |
20 |
40 |
| 800 |
20 |
50 |
| 900 |
20 |
50 |
| 1000 |
20 |
60 |
| 1200 |
20 |
60 |
| 1400 |
20 |
70 |
| 1600 |
20 |
70 |
※曲げが許可されているフィッティングでは、スピゴット挿入端の円筒部分の長さを短縮することができます。
(2) ソケット溶接
ソケット溶接工程では、1本の配管の外側表面ともう1本の配管の内側表面を溶融させます。溶融状態のまま、1本の配管をもう1本の配管に挿入し、接合部が冷却されるまで固定します。挿入する配管の外径がソケット配管の内径と一致する必要があり、溶融して冷却後に確実な接合が形成されます。
配管の内径・外径や壁厚に注意することが重要です。また、配管を挿入するため、挿入する配管の延長長さも考慮する必要があります。たとえば、Ø20の配管の場合、延長長さは10mm以上でなければなりません。また、加熱器が配管に適合し、指定された時間内に適切に加熱して溶融を達成できる必要があります。
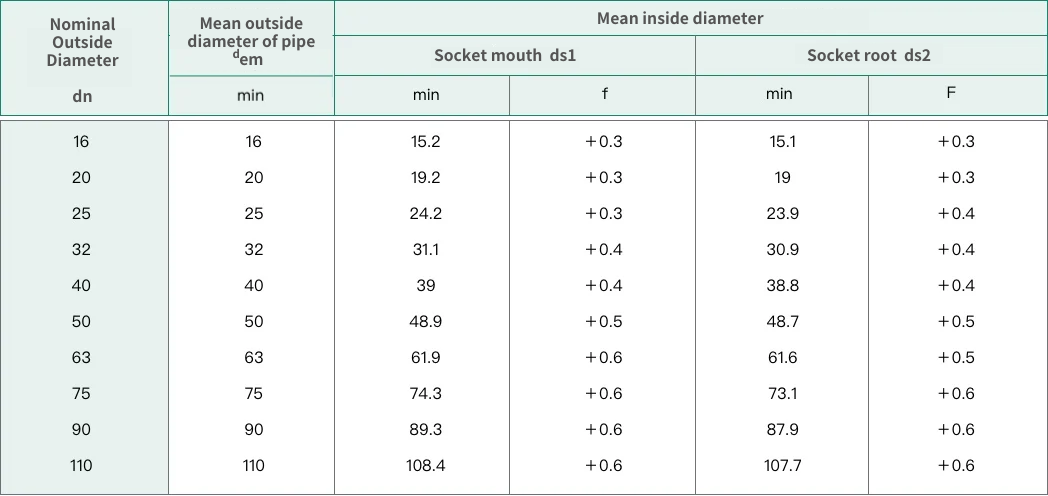
dn: 公称直径
ds1: ソケット端の内径。拡張部の内側における円の平均直径で、ソケット端面を含む。
ds2: ソケットの基部内径の平均値。ソケット端面に平行な平面内の円の平均直径で、距離 Ls に位置し、参照ソケット継手長さを含む。
ds3: パイプ本体を通る流路(穴)の直径。
Ls: 参照ソケット長さで、理論的な最小値を含む。計算に使用される長さ。
Ls1: 実際のソケット長さで、ソケット端からショルダーまでの距離を含む。
Ls2: 加熱継手長さで、ヒートツールがソケット内に侵入する長さを含む。
Ls3: 挿入長さで、加熱されたパイプ端からソケットへの挿入深さを含む。
Ls4: パイプ加熱長さで、ヒートツールへのパイプ挿入深さを含む。
a) PVDFソケット溶接フィッティング ソケット端および長さの寸法(ISO 10931)
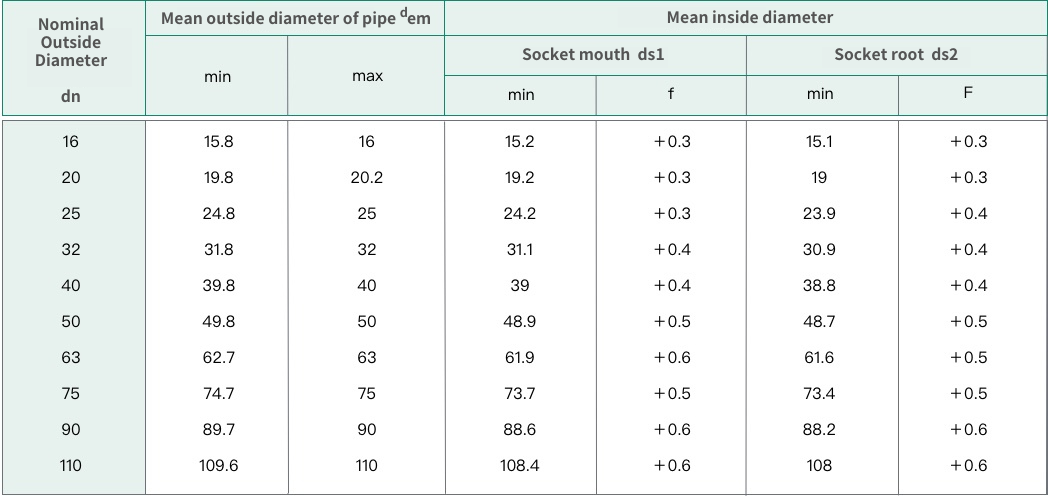
b) PPHソケット溶接フィッティング ソケット端および長さの寸法(ISO 15494)