本文摘要
- 介紹 PPH 和 PVDF 接頭如何符合 ISO 標準,並討論了它們的主要材料和接頭類型,包括對焊接頭和插焊接頭。該標準確保這些材料的性能和條件,尤其適用於地上和地下的工業應用領域中的熱塑性塑料管道系統。
- 講解 SDR (標準尺寸比) 和 S (管道系列) 對管道尺寸和管壁厚度之間的關係。這些指標對於確保管道的耐壓性和強度至關重要,並根據不同材質而變化。
- 提供 PPH 和 PVDF 管規的尺寸表,包括公稱外徑、管壁厚度和相關公差。這些規格適用於各種管道尺寸,從小型管道到大型管道。這些數據可供使用者參考,以選擇合適的管道尺寸和接頭。
- 詳述 PPH 和 PVDF 接頭的常見接管方式,包括對焊接頭和插焊接頭。它還提供了與不同管道尺寸相關的接管方法,並解釋了如何選擇合適的接頭尺寸以滿足特定應用的需求。
使用者在將流量計安裝至管道時,常會產生許多疑問,用何種方式插管、管的內外徑和接頭之間的關係、如何選擇接頭尺寸、、、等問題,LORRIC 藉由豐富的現場經驗和產業知識,詳列出接頭尺寸對應的管內外徑,並介紹其製作標準、常見的材質和安裝方法,讓使用者能透過此篇文章選擇適合的接頭尺寸。
一、PPH、PVDF 接頭符合 ISO 標準
LORRIC 基於 ISO 標準去製做 PPH 及 PVDF 熱焊接接頭:
1. PPH 材質(ISO 15494) SDR11 對焊接頭(Butt fusion fitting)、插焊接頭(Socket fusion fitting)
ISO 15494 規定由特定材料製成的組件(例如管道,配件和閥門)之特性和條件,這些材料主要用於地上和地下的工業應用領域中的熱塑性塑料管道系統:聚丁烯(PB)、聚乙烯(PE)、耐高溫聚乙烯(PE-RT)、交聯聚乙烯(PE-X)、聚丙烯(PP)。
*標準中定義材質眾多,本文所提供與 ISO 15494相關的內容僅適用於聚丙烯(PP) 的材質和規定。
2. PVDF 材質(ISO 10931) SDR21 S10: 對焊接頭(Butt fusion fitting)、插焊接頭(Socket fusion fitting)
ISO 10931 為工業用塑料管道系統(聚偏二氟乙烯(PVDF)之組件和系統)的規範。
二、耐壓和強度的指標- SDR 標準尺寸比和 S 管道系列
SDR (標準尺寸比)和 S (管道系列)主要描述了管道尺寸與管壁厚度之間的關係,數值高,管壁就愈薄;數值小,管壁就愈厚,為耐壓和結構強度的指標。
特別注意: 因各材質的機構強度不同,SDR 只能在同材質中比較,不同材質的 SDR 無法比較。
三、PPH、PVDF 管規
1. PPH 管規尺寸(mm)
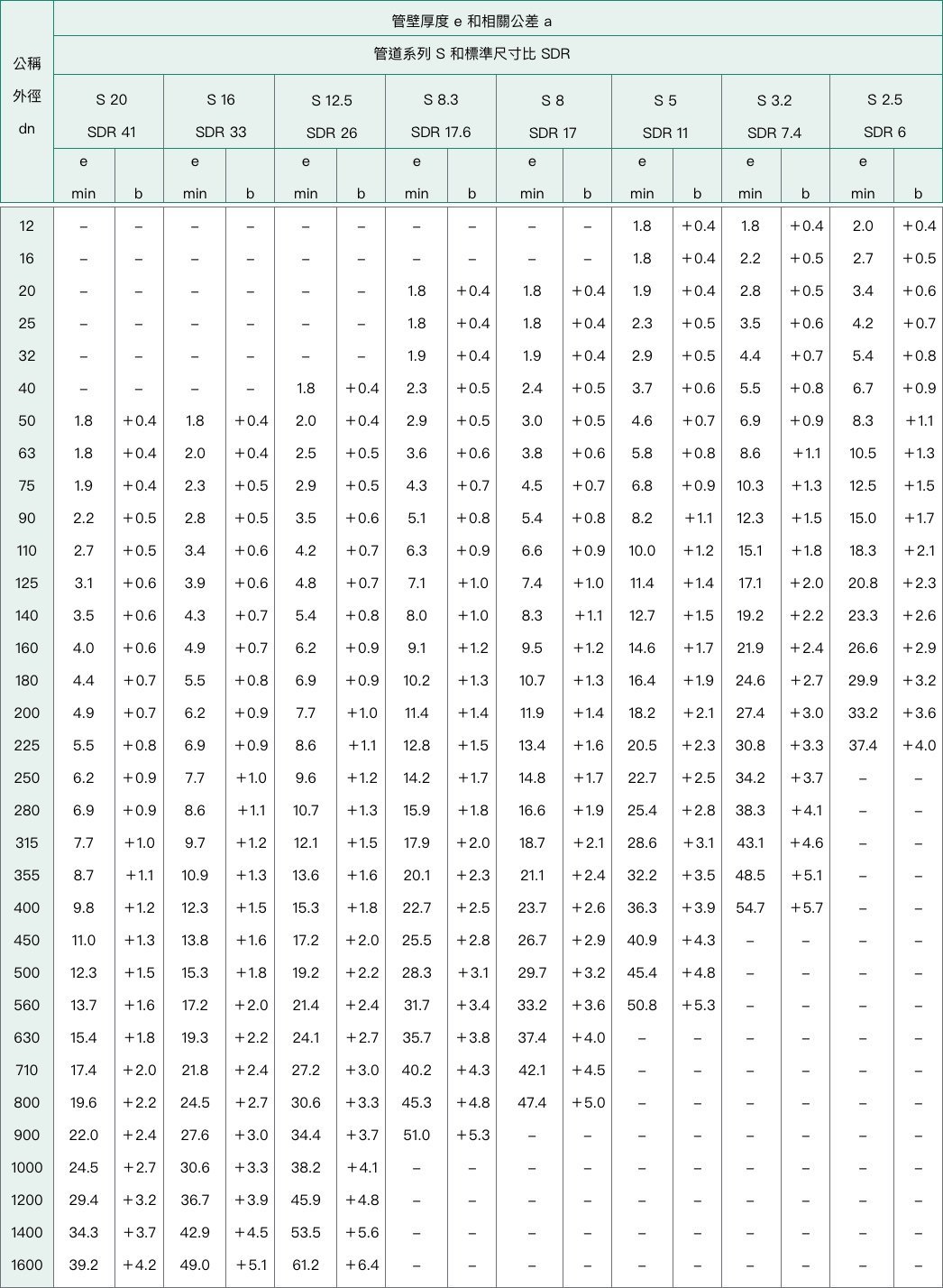
b: 公差的計算公式為 (0.1e + 0.2) mm,並四捨五入至最接近的 0.1 mm
2. PVDF 管規尺寸(mm)
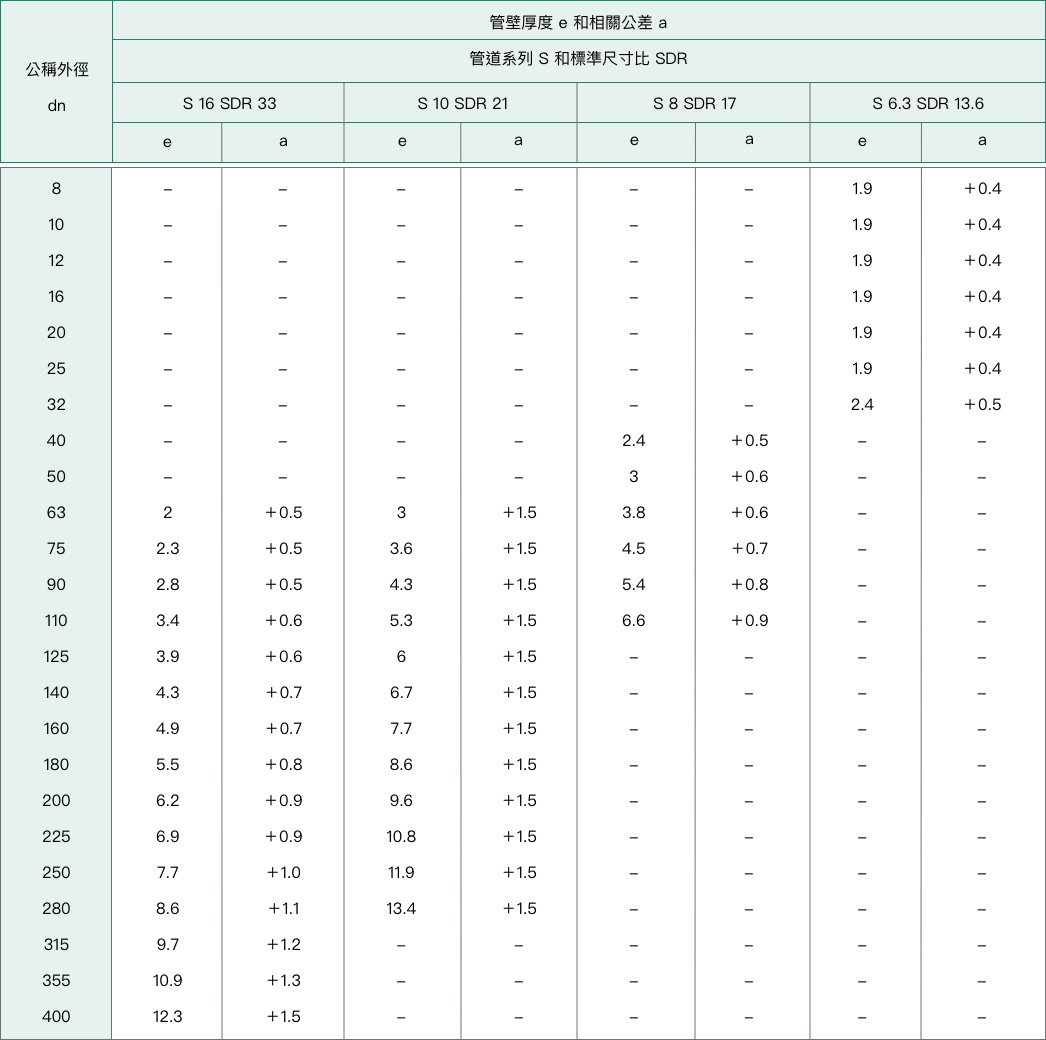
*基於安全原因,最小管壁的厚度不能小於1.9 mm。
壁厚公差:(0.1 e + 0.2) mm,四捨五入至最接近的 0.1 mm。
四、PPH、PVDF 接頭常見的接管方式
1. 對焊
接管流程:將兩段要連結的管接口面加熱,熔融至一定程度後,把兩個加熱的接口面接合,待冷卻固定後即完成接管,因不需要耗費一段管材來加熱插接,優點為較節省材料,且接合後的管不易漏液體,也較耐壓。對焊的安裝方式因為兩段管的管徑落差不能太大,管的接面口才能剛好接合,需注意管徑和管壁厚度。
( 1 ) PVDF 對焊接頭的spigot 套管接頭端尺寸
e: 套管接頭插入端的管壁厚度(位於Lb1 上方) 需符合PVDF 管規尺寸表格(詳見表3-1)。
Lb1: 加熱融合端的內部最小管狀長度,即對焊融合所需的初始套管接頭端深度。
Lb2: 加熱融合端的外部最小管狀長度,即加熱融合端的初始長度。
公稱外徑
dn |
內管長度*
Lb1 |
外管長度*
Lb2 |
| 8 |
4
|
10 |
| 10 |
4 |
10 |
| 16 |
4 |
10 |
| 20 |
4 |
10 |
| 25 |
4
|
10 |
| 32 |
5 |
10 |
| 40 |
5 |
10 |
| 50 |
5 |
12 |
| 63 |
6 |
12 |
| 75 |
6 |
12 |
| 90 |
7 |
12 |
| 110 |
8 |
12 |
| 125 |
8 |
15 |
| 140 |
9 |
15 |
| 160 |
9 |
20 |
| 180 |
10 |
20 |
| 200 |
11 |
20 |
| 225 |
12 |
25 |
| 250 |
13 |
25 |
| 280 |
14 |
30 |
| 315 |
15 |
30 |
( 2 ) PPH 對焊接頭的spigot 套管接頭端尺寸
e: 套管接頭插入端的管壁厚度(位於Lb1 上方) 需符合PPH 管規尺寸表格(詳見表3-2)。
Lb1: 套管接頭插入端的內部長度。
Lb2: 套管接頭插入端的外部長度。
公稱外徑
dn |
內管長度*
Lb1 |
外管長度*
Lb2 |
| 12 |
4
|
10 |
| 16 |
4 |
10 |
| 20 |
4 |
10 |
| 25 |
4 |
10 |
| 32 |
5
|
10 |
| 40 |
5 |
10 |
| 50 |
5 |
12 |
| 63 |
6 |
12 |
| 75 |
6 |
12 |
| 90 |
7 |
12 |
| 110 |
8 |
12 |
| 125 |
8 |
15 |
| 140 |
9 |
15 |
| 160 |
9 |
20 |
| 180 |
10 |
20 |
| 200 |
11 |
20 |
| 225 |
12 |
25 |
| 250 |
13 |
25 |
| 280 |
14 |
30 |
| 315 |
15 |
30 |
| 355 |
16 |
30 |
| 400 |
18 |
30 |
| 450 |
20 |
35 |
| 500 |
20 |
35 |
| 560 |
20 |
40 |
| 630 |
20 |
40 |
| 710 |
20 |
40 |
| 800 |
20 |
50 |
| 900 |
20 |
50 |
| 1000 |
20 |
60 |
| 1200 |
20 |
60 |
| 1400 |
20 |
70 |
| 1600 |
20 |
70 |
2. 插焊
接管流程:將一段管的外表面和另一段管的內表面熔融,再趁熱把熔化管插入另一段管內,固定直到接口處冷卻。插入的管的外徑須等同於承插管的內徑即能在熔融插進去並冷卻後,牢固地接合,需要注意管的內外徑和管壁厚度;且因為要將管子插入,也需注意插入管子的延伸長度,例如: Ø20的管子,延伸長度需大於 10mm;而加熱器要套在管子上加熱,其尺寸也需剛好符合管子,便於在規定時間內熔融管子。
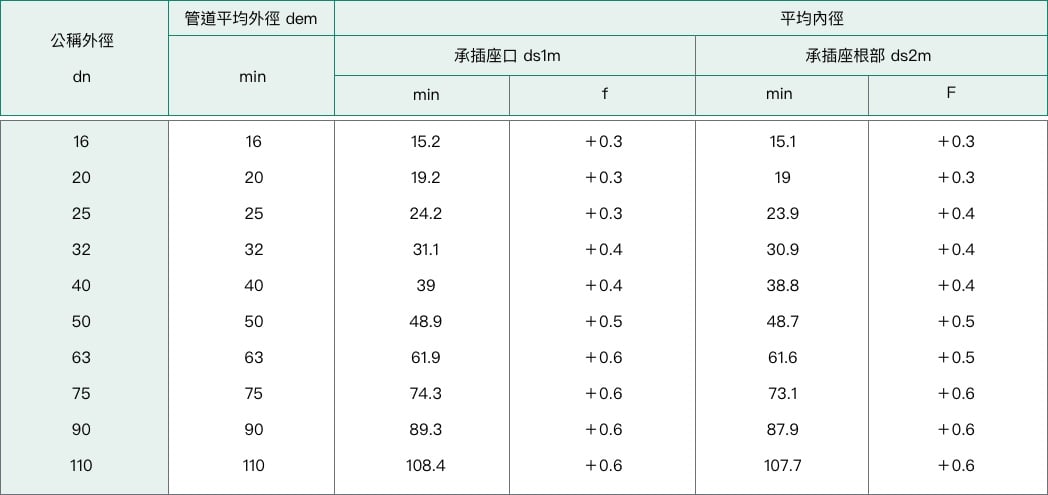
dn: 公稱直徑
ds1:承插座口的內徑,包括帶有承插座口平面的承插座延伸部內部的平均圓直徑。
ds2: 承插座根的平均內徑,包含與承插座口的平面平行的平面中的圓的平均直徑,與它的距離為 Ls,即基準承插接頭長度。
ds3: 穿過管體的流道(孔)的直徑。
Ls: 基準承插座長度,包括理論最小值。用於計算的承插座長度。
Ls1: 實際承插座長度,包括從承插座口到肩的距離。
Ls2: 加熱的接頭長度,包括加熱工具在承插座中的穿透長度。
Ls3: 插入長度,包括加熱管端到承插座的穿透深度。
Ls4: 管道的加熱長度,包括管道插入加熱工具的深度。
( 1 ) PVDF 插焊接頭的承插座直徑和長度(ISO 10931)
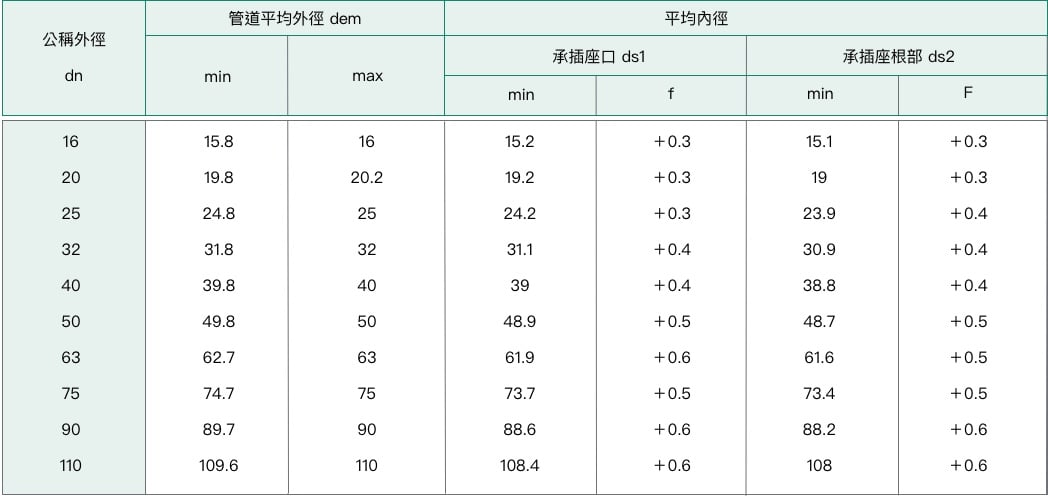
( 2 ) PPH 插焊接頭的承插座直徑和長度(ISO 15494)