เมื่อผู้ใช้งานติดตั้งเครื่องวัดการไหลในระบบท่อ มักพบคำถามเกี่ยวกับวิธีการติดตั้ง ความสัมพันธ์ระหว่างเส้นผ่านศูนย์กลางด้านในและด้านนอกของท่อ และวิธีการเลือกขนาดข้อต่อที่เหมาะสม LORRIC ใช้ประสบการณ์ภาคสนามและความรู้ในอุตสาหกรรมอย่างกว้างขวางเพื่ออธิบายความสอดคล้องระหว่างขนาดข้อต่อกับเส้นผ่านศูนย์กลางด้านในและด้านนอกของท่อ บทความนี้แนะนำมาตรฐานการผลิต วัสดุที่ใช้บ่อย และวิธีการติดตั้ง ช่วยให้ผู้ใช้งานสามารถเลือกขนาดข้อต่อที่เหมาะสมได้จากบทความนี้.
1. PPH และ PVDF ข้อต่อที่สอดคล้องกับมาตรฐาน ISO
LORRIC ผลิตข้อต่อ PPH และ PVDF สำหรับการเชื่อมด้วยความร้อน โดยยึดตามมาตรฐาน ISO:
( 1 ) วัสดุ PPH (ISO 15494) SDR11 ข้อต่อแบบ Buttweld และ Socketweld
ISO 15494 กำหนดคุณสมบัติและเงื่อนไขของส่วนประกอบที่ผลิตจากวัสดุบางประเภท (เช่น ท่อ ข้อต่อ และวาล์ว) ที่ใช้ในระบบท่อเทอร์โมพลาสติกสำหรับงานอุตสาหกรรม ทั้งบนดินและใต้ดิน: เช่น โพลีบิวทิลีน (PB), โพลีเอทิลีน (PE), โพลีเอทิลีนสำหรับอุณหภูมิสูง (PE-RT), โพลีเอทิลีนเชื่อมโยง (PE-X), โพลีโพรพิลีน (PP)
*มาตรฐานนี้กำหนดวัสดุหลายประเภท แต่เนื้อหาที่กล่าวถึง ISO 15494 ในที่นี้จะเกี่ยวข้องเฉพาะกับโพลีโพรพิลีน (PP) เท่านั้น
( 2 ) วัสดุ PVDF (ISO 10931) SDR21 S10: ข้อต่อแบบ Buttweld และ Socketweld
ISO 10931 กำหนดระบบท่อพลาสติกสำหรับการใช้งานในอุตสาหกรรม (ส่วนประกอบและระบบที่ผลิตจากโพลีไวนิลลิดีนฟลูออไรด์ (PVDF)).
2. ตัวชี้วัดแรงดันและความแข็งแรง - SDR (Standard Dimension Ratio) และ S (Pipe Series)
SDR (Standard Dimension Ratio) และ S (Pipe Series) ใช้ในการอธิบายความสัมพันธ์ระหว่างขนาดของท่อและความหนาของผนังท่อ ค่า SDR ที่สูงกว่าหมายถึงผนังท่อบางกว่า; ค่าที่ต่ำกว่าหมายถึงผนังท่อหนากว่า โดยทั้งสองค่าใช้เป็นตัวชี้วัดความทนทานต่อแรงดันและความแข็งแรงของโครงสร้าง
หมายเหตุ: เนื่องจากความแข็งแรงทางกลของวัสดุแต่ละชนิดแตกต่างกัน ค่า SDR จึงสามารถเปรียบเทียบได้เฉพาะภายในวัสดุชนิดเดียวกันเท่านั้น ไม่สามารถเปรียบเทียบระหว่างวัสดุต่างชนิดได้.
3. ข้อมูลจำเพาะของท่อ PPH และ PVDF
( 1 ) ข้อมูลขนาดของท่อ PPH (หน่วย: มม.)
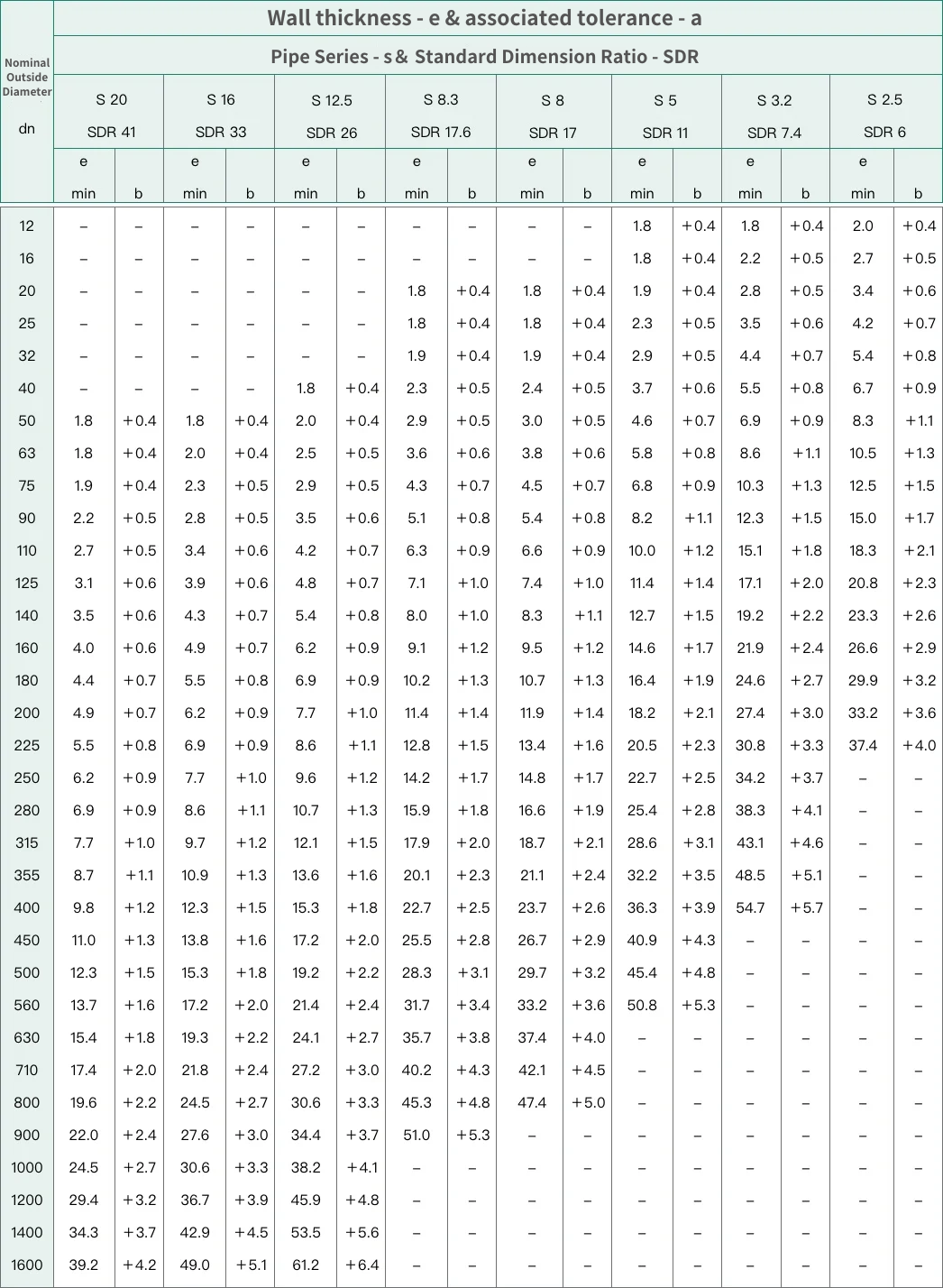
a: ขนาดทั้งหมดเป็นไปตามมาตรฐาน ISO 4065
b: สูตรการคำนวณค่าความคลาดเคลื่อนคือ (0.1e + 0.2) มม. ปัดเศษเป็นทศนิยม 0.1 มม. ที่ใกล้ที่สุด
( 2 ) ข้อมูลขนาดของท่อ PVDF (หน่วย: มม.)
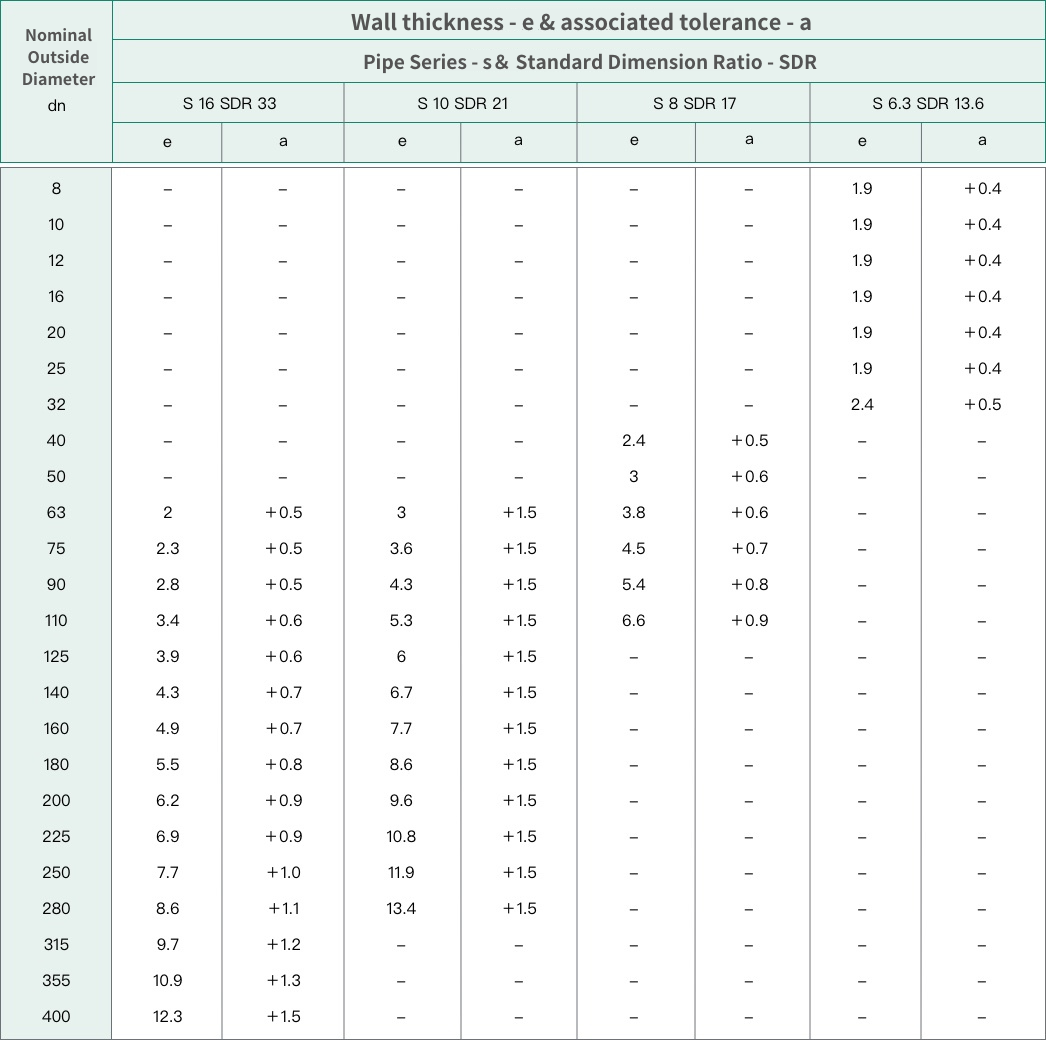
*เพื่อความปลอดภัย ความหนาของผนังท่อขั้นต่ำต้องไม่ต่ำกว่า 1.9 มม.
ค่าความคลาดเคลื่อนของความหนาผนัง: (0.1 e + 0.2) มม. ปัดเศษเป็นทศนิยม 0.1 มม. ที่ใกล้ที่สุด
ขนาดทั้งหมดอ้างอิงตามมาตรฐาน ISO 4065.
4. วิธีการเชื่อมต่อท่อทั่วไปสำหรับข้อต่อ PPH และ PVDF
( 1 ) Buttwelding
กระบวนการเชื่อมต่อท่อ: พื้นผิวปลายของท่อสองเส้นที่จะเชื่อมต่อกันจะถูกให้ความร้อนและหลอมละลายถึงระดับหนึ่ง จากนั้นนำพื้นผิวที่ผ่านการให้ความร้อนมาเชื่อมต่อกัน ปล่อยให้เย็นและแข็งตัวจนกระบวนการเชื่อมต่อเสร็จสมบูรณ์
วิธีนี้ไม่จำเป็นต้องตัดความยาวของท่อเพื่อให้ความร้อนและสอดต่อกัน จึงช่วยประหยัดวัสดุ และรอยต่อมีโอกาสรั่วซึมน้อยกว่า พร้อมทั้งสามารถทนต่อแรงดันได้ดียิ่งขึ้น.
a ) ขนาดปลาย Spigot ของข้อต่อ PVDF แบบ Buttweld
e: ความหนาของผนังปลาย Spigot ของข้อต่อ ซึ่งอยู่เหนือ Lb1 ต้องเป็นไปตามข้อกำหนดของท่อ PVDF ที่ระบุไว้ในส่วนที่สาม (3.1)
Lb1: ความยาวทรงกระบอกภายในขั้นต่ำของปลายฟิวชั่นที่ให้ความร้อน หมายถึงความลึกเริ่มต้นของปลาย Spigot ที่ต้องการสำหรับการเชื่อม Buttweld
Lb2: ความยาวทรงกระบอกภายนอกขั้นต่ำของปลายฟิวชั่นที่ให้ความร้อน หมายถึงความยาวเริ่มต้นของปลายฟิวชั่นที่ผ่านการให้ความร้อน.
| dn |
Lb1 |
Lb2 |
| 8 |
4
|
10 |
| 10 |
4 |
10 |
| 16 |
4 |
10 |
| 20 |
4 |
10 |
| 25 |
4
|
10 |
| 32 |
5 |
10 |
| 40 |
5 |
10 |
| 50 |
5 |
12 |
| 63 |
6 |
12 |
| 75 |
6 |
12 |
| 90 |
7 |
12 |
| 110 |
8 |
12 |
| 125 |
8 |
15 |
| 140 |
9 |
15 |
| 160 |
9 |
20 |
| 180 |
10 |
20 |
| 200 |
11 |
20 |
| 225 |
12 |
25 |
| 250 |
13 |
25 |
| 280 |
14 |
30 |
| 315 |
15 |
30 |
*ความยาวทรงกระบอกอาจลดลงได้สำหรับข้อต่อที่อนุญาตให้ดัดงอได้
a ) ขนาดปลาย Spigot ของข้อต่อ PPH แบบ Buttweld
e: ความหนาของผนังปลาย Spigot สำหรับการสอดต่อ ซึ่งอยู่เหนือ Lb1 ต้องเป็นไปตามตารางขนาดของท่อ PPH (อ้างอิงส่วนที่สาม ข้อ 1)
Lb1: ความยาวภายในของปลาย Spigot สำหรับการสอดต่อ
Lb2: ความยาวภายนอกของปลาย Spigot สำหรับการสอดต่อ.
| dn |
Lb1 |
Lb2 |
| 12 |
4
|
10 |
| 16 |
4 |
10 |
| 20 |
4 |
10 |
| 25 |
4 |
10 |
| 32 |
5
|
10 |
| 40 |
5 |
10 |
| 50 |
5 |
12 |
| 63 |
6 |
12 |
| 75 |
6 |
12 |
| 90 |
7 |
12 |
| 110 |
8 |
12 |
| 125 |
8 |
15 |
| 140 |
9 |
15 |
| 160 |
9 |
20 |
| 180 |
10 |
20 |
| 200 |
11 |
20 |
| 225 |
12 |
25 |
| 250 |
13 |
25 |
| 280 |
14 |
30 |
| 315 |
15 |
30 |
| 355 |
16 |
30 |
| 400 |
18 |
30 |
| 450 |
20 |
35 |
| 500 |
20 |
35 |
| 560 |
20 |
40 |
| 630 |
20 |
40 |
| 710 |
20 |
40 |
| 800 |
20 |
50 |
| 900 |
20 |
50 |
| 1000 |
20 |
60 |
| 1200 |
20 |
60 |
| 1400 |
20 |
70 |
| 1600 |
20 |
70 |
*ข้อต่อที่อนุญาตให้ดัดงอได้อาจมีความยาวส่วนทรงกระบอกที่ปลาย Spigot สำหรับการสอดต่อสั้นลง
( 2 ) Socket Welding
กระบวนการเชื่อมแบบ Socket Welding เกี่ยวข้องกับการหลอมพื้นผิวภายนอกของท่อหนึ่งและพื้นผิวภายในของอีกท่อหนึ่ง ขณะที่ยังร้อนอยู่ ท่อที่หลอมแล้วจะถูกสอดเข้าไปในอีกท่อหนึ่งและยึดไว้จนกว่ารอยต่อจะเย็นลง
เส้นผ่านศูนย์กลางภายนอกของท่อที่ถูกสอดต้องตรงกับเส้นผ่านศูนย์กลางภายในของท่อ Socket เพื่อให้เมื่อหลอมและเย็นตัวแล้วเกิดการยึดเกาะที่แน่นหนา สิ่งสำคัญคือต้องใส่ใจกับเส้นผ่านศูนย์กลางภายในและภายนอกของท่อ รวมถึงความหนาของผนัง นอกจากนี้ เนื่องจากท่อถูกสอดเข้าไป ความยาวส่วนต่อขยายของท่อที่สอดจึงต้องถูกพิจารณา
ตัวอย่างเช่น สำหรับท่อขนาด Ø20 ความยาวส่วนต่อขยายต้องมากกว่า 10 มม. และอุปกรณ์ทำความร้อนต้องพอดีกับท่อเพื่อให้หลอมได้อย่างเหมาะสมภายในเวลาที่กำหนด.
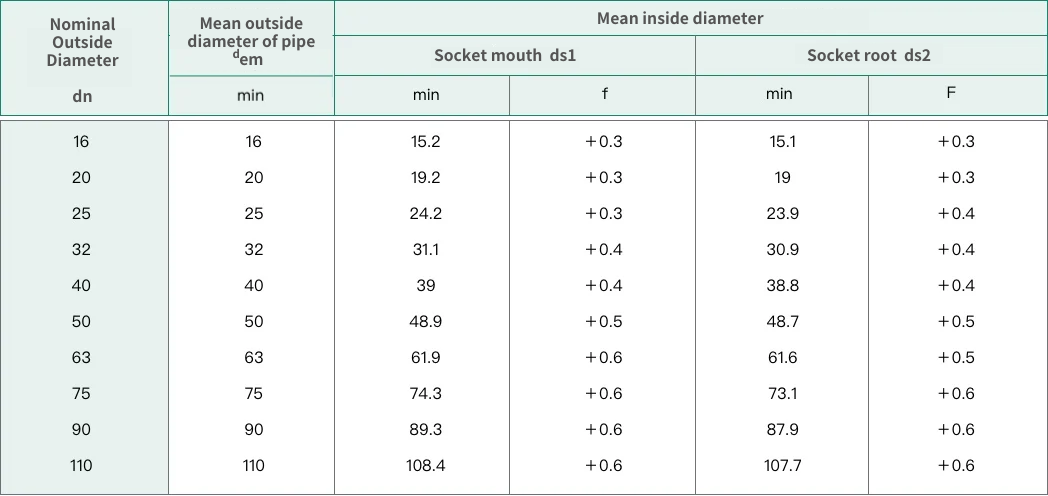
dn: เส้นผ่านศูนย์กลางที่กำหนด (Nominal Diameter)
ds1: เส้นผ่านศูนย์กลางภายในของปลาย Socket รวมถึงเส้นผ่านศูนย์กลางเฉลี่ยของส่วนวงกลมภายในบริเวณส่วนขยายที่มีระนาบปลาย Socket
ds2: เส้นผ่านศูนย์กลางภายในเฉลี่ยที่ฐานของ Socket รวมถึงเส้นผ่านศูนย์กลางเฉลี่ยของวงกลมในระนาบที่ขนานกับระนาบปลาย Socket ที่ระยะ Ls ซึ่งเป็นความยาวอ้างอิงของ Socket
ds3: เส้นผ่านศูนย์กลางของช่องทางการไหล (รู) ที่ผ่านตัวท่อ
Ls: ความยาว Socket อ้างอิง รวมถึงขั้นต่ำตามทฤษฎี ใช้สำหรับการคำนวณ
Ls1: ความยาว Socket จริง รวมถึงระยะจากปลาย Socket ถึงบ่า
Ls2: ความยาวข้อต่อที่ถูกให้ความร้อน รวมถึงความลึกของการแทรกเครื่องมือทำความร้อนเข้าสู่ Socket
Ls3: ความยาวการสอดต่อ รวมถึงความลึกของการแทรกปลายท่อที่ถูกให้ความร้อนเข้าสู่ Socket
Ls4: ความยาวการให้ความร้อนของท่อ รวมถึงความลึกของการแทรกท่อเข้าสู่เครื่องมือทำความร้อน.
a ) ขนาดของปลาย Socket และความยาวของข้อต่อ PVDF แบบ Socket Weld (ISO 10931)
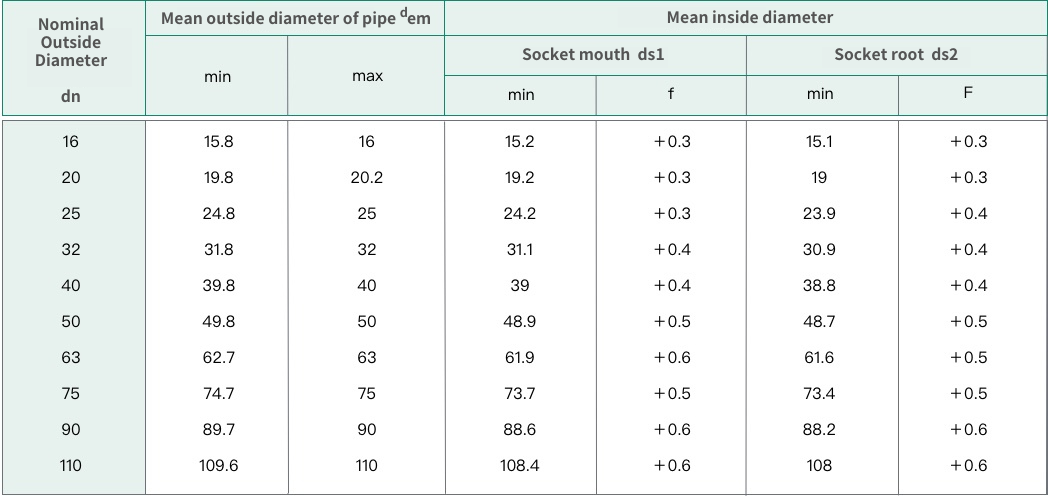
b ) ขนาดของปลาย Socket และความยาวของข้อต่อ PPH แบบ Socket Weld (ISO 15494)